CASTING AND FORGING
Casting
Casting is pouring molten liquid into a mold where it is subsequently
allowed to cool & solidify before ejection for use. Casting is used for
producing parts to near-net (i.e. near-final) shape. The molds can range from very
cheap sand molds to elaborately machined chromium-steel molds costing well into
the 6 figure range. Since molten metal is poured into the mold, the final shape
can be quite intricate and can contain both external and internal (i.e. hollow)
features. Due to the fact that almost all metals shrink when cooled, the mold
design can be a complex undertaking and the final surface finish and feature
tolerances are typically low (i.e. casting produces rough surfaces and
tolerances in range of ±0.060”). However, important features can be
finish-machined after the casting is removed from the mold. The casting process
is used for complex (i.e. hollow parts or parts with lots of complex contours)
low volume parts as well as high volume production.
SAND CASTING
Sand casting
typically uses two mold halves formed around wooden or metal part patterns.
Once green (i.e. moist) sand is tightly compacted around the patterns, the mold
halves are separated and the mold is fired to cure the sand into a solid mold.
The mold halves are then brought back together, where the molten metal is
poured inside, allowed to solidify and removed from the mold halves via
vibratory methods. A new mold must be produced for each cast part.
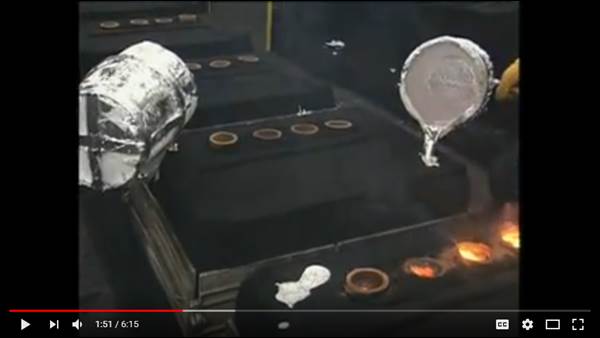

Sand mold
casting videos. The first
video (left) is more traditional and the second
video (right) shows the sand casting process used to make a metal caster
wheel. Click for videos.
INVESTMENT CASTING
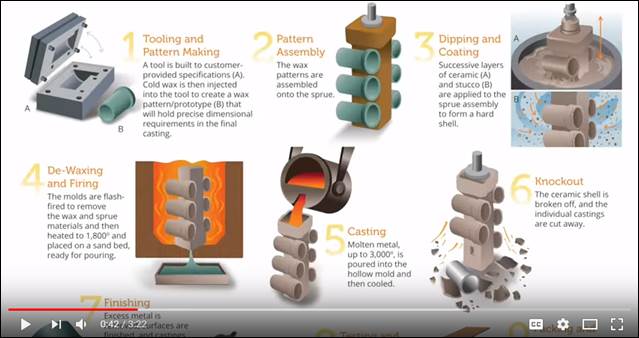
Investment
casting (aka the lost wax process) begins with a wax pattern made by using
a die; the patterns are mounted with others on a “tree” or assembly; the tree
is covered with stucco (ceramic slurry); the wax is removed in a steam
autoclave and the ceramic shell is fired to cure it completely; then the molten
metal is poured into the shell mold and allowed to cool; and the final part is
removed via vibratory methods. As in sand mold casting, new molds must be
produced for each set of cast parts.

Investment casting videos. The first
video (left) is more traditional and the second
video (right) shows the sand casting process used to make a metal caster
wheel. Click for videos.
DIE CASTING
Die casting
uses an automated machine to inject molten metal under high pressure into
intricately machined alloy steel mold halves. Once the molten metal cools and
solidifies, the die halves are separated and the cast part removed by
mechanical ejection pins or a robotic arm. The high pressure reduces porosity
and improves part strength. This is the most advanced (and expensive) method of
casting currently used today.


Die casting
videos. The first
video (left) is a short process animation / overview and the second
video (right) explains the die casting process in detail. Click for videos.
Forging
Forging is the repeated deformation of heated solid
metal to refine the grain structure and improve part strength without adversely
affecting the material’s ductility. Forging produces the strongest metals used
in industry today. Forging is used for both low and high volume part
production.
OPEN DIE FORGING
Open die
forging refers to the use of hammers, punches and accessories to forge the
metal into general shapes called forged billets for subsequent machining to
final size.

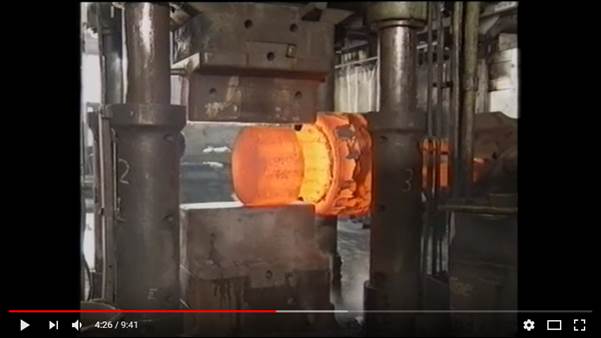
Open die
forging videos. The first
video (left) shows a smaller workpiece and the second
video (right) shows a larger one.
Click for videos.
CLOSED DIE FORGING
Closed (or
impression) die forging refers to the use of custom made, specialized dies with
the desired final shape that enclose the heated metal during the forging
process, forging the metal into a desired final shape. Closed die forging is
generally used for mass production of identical parts requiring high strength,
such as tools (i.e. wrenches,
ratchets & sockets) or
internal engine parts (e.g. connecting rods, pistons and valves).


Closed (aka
impression) die forging videos. The first
video (left) shows a wrench being forged and the second
video (right) illustrates the process in more detail. Click for videos.
Relative Strengths
On a
strength scale, typical extruded billets (the type of material used for project
wheel hubs, motor mounts, and the majority of parts you will likely design in industry)
are average, so they would receive a 7 out of 10 ranking on a strength
scale. Cast materials are weaker because
they can have voids and inclusions upon solidifying and their grain structure
is randomly oriented, so they would receive a 4 out of 10 ranking on a strength
scale). Forged materials are the
strongest because the compressive stresses help align the microstructure in a
favorable way, so they would receive a 10 out of 10 ranking on the strength scale.
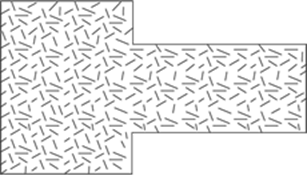
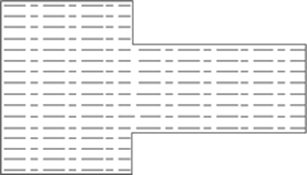
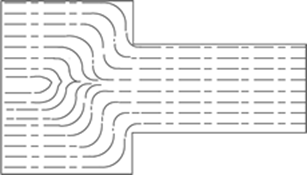
Representation
of grain structure for CAST material (left), BILLET material (center), and
FORGE material (right). Notice how the microstructure of the forged
material follows the part geometry, making it the strongest and toughest
material of the three.